Riepilogo i vari componenti in gioco
- Scheda di controllo Breakout Board DB25-1205
- 3 x Driver DQ860MA per azionare in motori Nema 34
- 2 x Nema 34 (asse Y + asse B slave - ponte)
- 1 x Nema 34 (asse X)
- 2 x Driver DQ542MA per azionare in motori Nema 23
- 1 x Nema 23 (asse Z)
- 1 x Nema 23 (4° asse rotativo)
Qui sotto trovate lo schema elettrico di cablaggio che sto adottando

Prima configurazione di Mach3
In Mach3 la prima cosa che ho fatto è stato configurare i pin dei motori in base allo schema che ho disegnato qui sopra. I pin che si leggono sulle breakout board solo esattamente quelli che vanno impostati nella maschera qui sotto.
Configurazione dei pin dei motori
Menu -> Config -> Port and Pins -> Motor Output

Con il cablaggio che ho adottato i valori Step Low Active devono essere abilitati. Non ho trovato molta documentazione a riguardo ma con tali valori attivi i motori girano in modo più lineare, probabilmente perchè ho collegato step e dir sui poli negativi del driver (ma non ne sono troppo certo).
Il parametro Dir Low Active serve per far cambiare senso di rotazione al motore e dato che i due motori del ponte sono contrapposti uno di essi deve girare nel senso opposto così come si può notare nella figura qui sopra ho attivato Dir Low Active sull'asse B
Configurazione del secondo motore del ponte (slave)
Subito dopo ho dovuto specificare che l'asse B è il secondo motore del ponte (e quindi dell'asse Y) e per fare questo sono andato nella sezione Slave Axis ed ho impostato l'asse B come slave dell'asse Y.Menu -> Config -> Slave Axis

Questo non è che l'inizio della configurazione di Mach3, successivamente si dovranno impostare gli step dei motori, le accelerazioni ed altri parametri utili per un corretto funzionamento.
Provvisoriamente ho calcolato in modo teorico gli step basandomi sul diametro primitivo del pignone della cremagliera 30 mm con un micropasso 1/16


N.B. questa configurazione potrebbe subire delle modifiche fino al momento in cui non avrò testato tutto il comportamento della cnc.
Nel frattempo ho dovuto fare una modifica alla cremagliera del ponte perché la saldatura l'aveva leggermente curvata in alcuni punti e quindi non era in tutti i punti rettilinea.
Ho saldato sul ponte una decina di tiranti ricavati da un profilo ad L e sulla cremagliera in corrispondenza dei dadi M8 per poterci inserire viti M8 e registrare la linearità.




Sicuramente mi pentirò di non aver progettato il meccanismo di brandeggio con molla del motore dell'asse X ma di aver deciso di fare un accoppiamento rigido,se mi accorgerò che l'asse non lavora a dovere dovrò, ahimè, rimetterci mano.




Le vibrazioni, se pur ridotte, sono ancora presenti e vorrei adottare tutti gli accorgimenti necessari per ridurle al minimo.
Sicuramente seguirò il consiglio un un lettore riempiendo i tubolari con schiuma poliuretanica poi nei punti dove sono imbullonati alcuni componenti critici (cremagliere, ponte e piastre) inserirò della gomma speciale anti-vibrazioni, quella che ho già utilizzato per i piedi della macchina.
Sto pensando di verniciarla al termine di tutti i lavori ma sono indeciso sui colori, ne vorrei utilizzare almeno due, qualche suggerimento?
Per ora è tutto e al prossimo aggiornamento...
Grazie per la lettura
Provvisoriamente ho calcolato in modo teorico gli step basandomi sul diametro primitivo del pignone della cremagliera 30 mm con un micropasso 1/16
- Circonferenza primitiva 30 * 3.14 = 94.2 mm
- Numero di passi motore 200 * 16 = 3200
- Risoluzione 94.2 / 3200 = 0.029 mm
- Step per 1 mm di corsa avanzamento 1 / 0,029 = 34.48 step


 |
| Kernel speed impostato a 35000 Hz |
N.B. questa configurazione potrebbe subire delle modifiche fino al momento in cui non avrò testato tutto il comportamento della cnc.
Nel frattempo ho dovuto fare una modifica alla cremagliera del ponte perché la saldatura l'aveva leggermente curvata in alcuni punti e quindi non era in tutti i punti rettilinea.
Ho saldato sul ponte una decina di tiranti ricavati da un profilo ad L e sulla cremagliera in corrispondenza dei dadi M8 per poterci inserire viti M8 e registrare la linearità.




Sicuramente mi pentirò di non aver progettato il meccanismo di brandeggio con molla del motore dell'asse X ma di aver deciso di fare un accoppiamento rigido,se mi accorgerò che l'asse non lavora a dovere dovrò, ahimè, rimetterci mano.
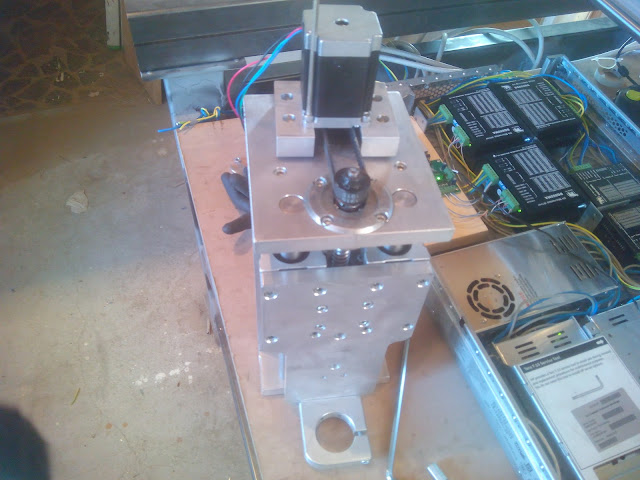
Preparazione azze Z per montaggio sul carrello
Dal momento che l'asse Z l'avevo comprato già pronto fissare il motore e mettere in tensione la cinghia è stata un'operazione molto veloce.




Le vibrazioni, se pur ridotte, sono ancora presenti e vorrei adottare tutti gli accorgimenti necessari per ridurle al minimo.
Sicuramente seguirò il consiglio un un lettore riempiendo i tubolari con schiuma poliuretanica poi nei punti dove sono imbullonati alcuni componenti critici (cremagliere, ponte e piastre) inserirò della gomma speciale anti-vibrazioni, quella che ho già utilizzato per i piedi della macchina.
Sto pensando di verniciarla al termine di tutti i lavori ma sono indeciso sui colori, ne vorrei utilizzare almeno due, qualche suggerimento?
Per ora è tutto e al prossimo aggiornamento...
Grazie per la lettura
Ciao Mirco, mi sono imbattuto sul tuo sito e COMPLIMENTI PER LA RICCA PRODUTTIVITA'. Sto rovistando sulla rete alla ricerca di una scheda controller 5 assi per la mia CNC autocostruita (sto completando la parte maccanica) mi puoi dare qualche consiglio? Sandro Talone
RispondiEliminaciao, grazie per i complimenti.
Eliminaio utilizzo la classica breakout board 6 assi collegata via LPT (semplice e affidabile)
La trovi a pochi euro su ebay
saluti
bravo
RispondiEliminacomplimenti, ottimo lavoro!
RispondiEliminaGrazie! ;-)
Eliminasei un grande
RispondiEliminaCiao Mirco,
RispondiEliminaQuali sono le caratteristiche del motore Nema 23 che hai scelto per l'asse Z
Saluti
ciao, ho istallato un comune nema23 bipolare (4 fili) da 2 Nm, il diametro dell'albero, purtroppo non lo ricordo, ma controlla il diametro della puleggia che dovrà ospitarlo e valuta se ne trovi uno che ci va esatto o se forare la puleggia in base al diam. dell'albero.
EliminaLa configuarazione iniziale del software è un passo fondamentale per il corretto funzionamento della macchina.
RispondiEliminaCIAO MIRKO, AVEVO INIZIATO QUESTO PROGETTO INSIEME A MIO FRATELLO CHE PURTROPPO ADESSO NON C'è PIU, SE INCONTRO QUALCHE PROBLEMA TI POSSO SCRIVERE? TI RINGRAZIO
RispondiElimina